


BY MMS KFT.
Legutóbb a kiegyensúlyozás elméletével foglalkoztunk, ebben a cikkben pedig a kiegyensúlyozás fajtáiról, módszereiről lesz szó.
A kiegyensúlyozatlanság fajtái:
- Statikus kiegyensúlyozatlanság esetén a forgórész súlypontja (tömegközéppontja) nem esik a forgástengelybe, a szabad tengely a forgástengellyel párhuzamos. A forgás közben fellépő centrifugális erők eredője ilyenkor egyetlen erő, melynek hatásvonala a súlyponton megy át és a forgástengelyre merőleges.
- Kvázistatikusan, ha tehetetlenségi főtengelye és forgástengelye a tömegközépponton kívül fekvő pontban metszi egymást.
- Nyomaték kiegyensúlyozatlanság esetén a forgórész forgástengelye és szabad tengelye a súlypontban metszi egymást, egymással szöget zárnak be. Forgás közben a fellépő centrifugális erők eredője egy erőpár.
- Dinamikus kiegyensúlyozatlanság esetén a forgástengely és a szabad tengely a súlyponton kívül metszi egymást, vagy kitérő. A dinamikus kiegyensúlyozatlanság felbontható statikus és nyomaték kiegyensúlyozatlanságra.
Helyszíni kiegyensúlyozás rezgésméréssel
A rezgésmérés segítségével történő kiegyensúlyozást az egyszerűség kedvéért először a statikus kiegyensúlyozatlanságra mutatjuk be. Ez elsősorban tárcsaszerű forgó tömegek esetén használható.
Axiális irányban kiterjedt forgórészekre – legalább két síkban történő – dinamikus kiegyensúlyozás szükséges.
Első lépésként meg kell mérni vízszintes irányban a kiegyensúlyozatlanság rezgéssebesség amplitudóját.
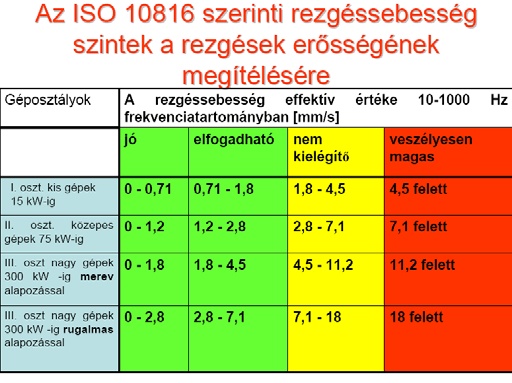
A kezdeti kiegyensúlyozatlanság rezgéssebessége Vref. Arra, hogy ez az érték egy forgórésznél megfelelő-e az ISO előírásai adnak segítséget.
Ha Vref > Vmeg értéknél, akkor a kiegyensúlyozás elvégzése indokolt.
Rezgésanalizátorral történő kiegyensúlyozás főbb sajátosságai
Szükség van rezgésérzékelőre és egy olyan készülékre, amely segítségével az amplitudók fázisösszege mérhető. Ez általában valamilyen optikai eszköz, amely a forgórész színének (sötét – világos átmenet) megváltozásakor ad egy rezgésmérést indító (trigger) jelet.
A rezgés-amplitudót és a hozzá tartozó fázisszöget egyidőben kell mérni, erre a műszer ad lehetőséget, sőt (mivel két csatornás lehetőség is van) egyszerre mérhetünk két csapágyon is, ami kétsíkú kiegyensúlyozás esetében lecsökkenti a mérési időt
Szükség van kiegyensúlyozási síkonként egy referenciamérésre a kezdeti kiegyensúlyozatlan állapot rögzítése és dokumentálása érdekében
A próbatömeget a műszer becsüli. a felszerelt próbatömeg szöghelyzetét és nagyságát a műszer számára meg kell adni, hiszen csak így tudja a tömeg hatását figyelembe venni.
Kiegyensúlyozás rezgésanalizátorral
- Referencia futás: amelynek során a forgórész hibás állapotát, azaz a nehéz hely pozícióját és a kezdeti amplitudót tudjuk meghatározni. A MICROLOG által megadott szögérték a rezgésérzékelő helyzetétől a forgásiránnyal ellentétes irányban értelmezendő. (a referencia jelet a 0o-os helyzetbe kell állítani)
- A próbatömeg becslése: melynek során azt számítja ki az analizátor, hogy mekkora legyen a próbafutáshoz a rotorra helyezendő próbatömeg. Ennek akkorának kell lennie, hogy hatással legyen a forgórészre, de még ne okozzon túl nagy rezgéseket.
- A próbasúly megadása: megadjuk az általunk felhelyezett próbatömeg nagyságát és a helyét a felszerelésnek megfelelően. Így közöljük az analizátorral, hogy milyen mértékben és hol módosítottuk a forgórész eredeti tömegeloszlását.
- Próbafutás: a gépet ismét felpörgetjük az üzemi fordulatszámra és megmérjük a próbatömeg hatására kialakult rezgésértéket. Az eredmény a magas pont új helyzetét és amplitudóját fogja mutatni, ezek az értékek a referencia futáshoz képest a próbatömeg hatására változtak meg. E mérés alapján számítja ki az analizátor a tökéletes kiegyensúlyozáshoz szükséges korrekciós tömegértéket és helyzetét.