


BY MMS KFT.
Miért zajosabbak egyes gépek, mint mások? Miért forog be alulra a szelep a kerékpárnál, ha szabadon foroghat a kerék? Miért remeg be egy autó kereke meghatározott sebességeken? Szinte naponta találkozhatunk ilyen jelenségekkel, amelyek hatását gyakran alábecsüljük – ez a kiegyensúlyozatlanság.
A kiegyensúlyozatlanság fogalma a “súly” szóra vezethető vissza. Egy mérleg egyensúlyban van, ha az állványának mindkét oldalán azonos súly van. Ugyanilyennek tekinthető egy rotornál a tömegeloszlás a forgástengelyére vonatkoztatva.
A tömegeloszlás egyenetlenségét kiegyensúlyozatlanságnak nevezzük. Forgáskor ez centrifugális erőként nyilvánul meg – olyan rezgések és zajok formájában, amelyek növekvő fordulatszámmal egyre erősebbekké és zavaróbbakká válnak.
Napjainkban egyre több és egyre komplikáltabb gép vesz körül minket. Nem csak azt várjuk tőlük, hogy működjenek, hanem ezt csendesen, tartósan, megbízhatóan, biztonságosan, hatékonyan tegyék.
Szinte valamennyi gép tartalmaz forgó alkatrészeket is. Nagyon sok esetben a forgó alkatrész a gép központi, munkavégző eleme is, emiatt kialakítása kulcsfontosságú a működésben.
Azt is megállapíthatjuk, hogy a gépek jelentős része nagy fordulatszámon üzemel, azonos jellegű gépeknél pedig tendencia az üzemi fordulatszám folyamatos emelkedése, ami mögött általában a hatékonyság növelése, a jobb fajlagos teljesítmény elérése húzódik meg.
Jelentősége van tehát a forgó mozgás keltette hatások vizsgálatának és kezelésének. Ezek közül a kiegyensúlyozatlanság és a kiegyensúlyozás az egyik legfontosabb.
A forgó alkatrészek többsége hengerszimmetrikus alkatrész, vagy ahhoz hasonló. Ha a forgórész teljesen homogén anyagból készül és hengerszimmetriája is tökéletes, úgy bátran lehet nagy fordulatszámon is forgatni.
A forgásból adódóan a forgórész minden egyes darabkájára hat a centrifugális erő (kivéve ha a darabka éppen a forgástengelyen van, ahol a sugár persze nulla), de ezek eredője nulla a tökéletes szimmetria miatt, így a forgás miatt nem ébred a csapágyazást terhelő erő.
Nagyon nagy fordulatszámon, főleg vékony és hosszú tengely esetén még így is előáll egy kellemetlen jelenség, a forgórész kihajlása. A gyakorlatban azonban ez a fordulatszám (kritikus fordulatszám) az esetek többségében jóval az üzemi fordulatszám fölött áll van. Az üzemi fordulatszámok tartományában a forgórészek legnagyobb része merev marad, a forgás miatt fellépő erők hatására a test alakja, tömegeloszlása nem változik meg.
A csapágyazások sem lelkesednek a nagyon nagy fordulatszámokért még tökéletes hengerszimmetria esetén sem, a nagy kerületi sebességek gyorsabb kopást eredményeznek.
A tökéletes hengerszimmetria a gyakorlatban nem valósítható meg. A legpontosabban talán precíziós köszörűgépekkel lehet megmunkálni, ahol a hibák a 3-5 mikrométer körül lehetnek. Az esztergák, marógépek megmunkálási pontossága század mm-es tartományban van. Ettől jóval nagyobb ütések adódhatnak akkor, ha az alkatrészt egyes részeinek elkészítése után a gépből ki kell venni és pl. megfordítva újra betenni. Ha tokmánnyal fogjuk meg, annak hibája több század mm biztos lesz, de elhasználtabb befogó több tized mm hibát is okozhat.
Órázgatással, ügyes trükkökkel sokat lehet javítani, de még így is marad asszimmetria egy teljesen körbemunkált darabon is.
Mi történik akkor, ha a asszimmetrikus forgórészű, kiegyensúlyozatlan gépet használunk?
Kicsi fordulatszámon nincs is baj, de ahogy növeljük a fordulatszámot egyre nagyobb rezgések alakulnak ki a csapágyházakon, ami szétterjed az egész gépre. A csapágyakat jelentős erő terheli, emiatt azok élettartama rövidebb lesz. A gép zajossá válik, a túlterhelt szerkezeti elemek akár törésveszélynek is ki lehetnek téve. A gép rezgésszintje nem teljesíti a szabvány előírásait, a munkafolyamatot rossz minőségben tudja végezni, károsíthatja a gépen dolgozó személy egészségét stb.
Megoldás a problémára: a kiegyensúlyozás.
A kiegyensúlyozás elmélete
Bármely merev test rendelkezik súlyponti tehetetlenségi főtengellyel. Tökéletes forgástest szimmetriatengelye pl. súlyponti tehetetlenségi főtengely. Ezen főtengely szabad tengely is, azaz olyan egyenes, amely körül a testet megforgatva a tehetetlenségi erők önmagukban egyensúlyban levő erőrendszert alkotnak. Ezért a szabad tengellyel egybeeső forgástengely csapágyazásában a forgás miatt nem ébred erő, ami ideális. A forgástengely és a szabad tengely tökéletes egybeesésének a gyakorlatban szinte nulla a valószínűsége.
KiegyensúlyozatlanságForgó gépek nem megfelelő állapotának (magas rezgésszintjének) egyik leggyakoribb oka a kiegyensúlyozatlanság. Létrejöttéért legtöbbször a gyártási, szerelési, tervezési és anyaghibák, illetve a kopás, a gép által kezelt anyag felrakódása, a korrózió, vagy a hődeformáció felelősek.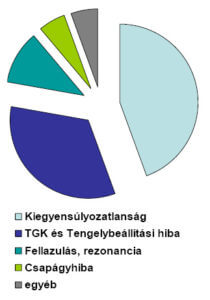 | A kiegyensúlyozatlanság jellemzőiEgy merev test bármely tengely körül megforgatható, amely egy tetszőlegesen kijelölt forgástengely kialakítását tételezi fel.A forgástengely helye a konstruktőri szándékon a legyártás és a szerelés pontosságán múlik.Ha azt kívánjuk, hogy a test kiegyensúlyozottan forogjon e forgástengely körül, akkor a tengely helyzetének kiválasztása nem történhet tetszőlegesenMinden merev testnek meghatározható ugyanis a súlypontja és a súlyponton áthaladó – legalább három – tehetetlenségi főtengelye |
| A kiegyensúlyozatlanság leggyakoribb okai:a gyártás hibái (pl. excentrikus megmunkálás)terhelések okozta deformációk, törések, repedéseka szerelés pontatlansága (pl. nem jól számított ellensúlyozó tömeg, vagy nem egyforma csavarok)hőmérséklet által létrehozott deformációkaz üzemelés során létrejött méret- és tömegváltozások (pl. szivattyú lapát elkopik a kavitációban)a gép által szállított anyag vagy por lerakódásából származó tömeg átrendeződés. |
Kiegyensúlyozásnak azt a tevékenységet nevezzük, melynek során a forgórész tömegeloszlását úgy változtatjuk meg, hogy annak szabad tengelye adott értéknél kevesebbel térjen el forgástengelyétől. A tömegeloszlás megváltoztatásának leggyakoribb módja az, ha a forgórészen tömeget helyezünk el, vagy távolítunk el, de bizonyos esetekben elmozdítható tömegek átrendezésével is megvalósítható.
A kiegyensúlyozó síkok a forgórész forgástengelyére merőlegesen kijelölt síkok, ahonnan tömeget vehetünk el, vagy ahova tömeget rögzíthetünk.
Kiegyensúlyozó tömeg a kiegyensúlyozó síkban elhelyezendő vagy onnan eltávolítandó tömeg nagysága, mellyel a kiegyensúlyozás megvalósítható.
Kiegyensúlyozó vagy beavatkozási sugár a forgástengelytől mért azon távolság, ahova a kiegyensúlyozó tömeg kerül.
Élettartam
A kiegyensúlyozatlanságból adódó rezgések erősen igénybe vehetik a csapágyakat, a házakat és az alapokat, ezért ezek fokozottabb kopásnak vannak kitéve. A kiegyensúlyozatlan alkatrészeket tartalmazó termékeknek gyakran rövidebb az élettartamuk.
Biztonság
A rezgések miatt csökkenhet a csavarok és az egyéb szorítókötések súrlódása, ami miatt az alkatrészek meg is lazulhatnak. A rezgések tönkretehetik az elektromos kapcsolókat, a vezetékek letörhetnek a csatlakozóikról. A kiegyensúlyozatlanság jelentős mértékben csökkentheti egy gép üzembiztonságát. Mind az ember, mind a gép veszélybe kerülhet.
Minőség
A nyugtalanul forgó elektromos szerszám nem teszi lehetővé a pontos munkát. Idegesíti a használóját, és gyorsabban kifárasztja. A rezgések a szerszámgépeken is lényegesen rontják a megmunkálás pontosságát. Egy nagy sebességű köszörűgép vagy famegmunkáló gép pontatlanul dolgozik, és több selejtet gyárt, ha az orsó és a szerszámok nincsenek pontosan kiegyensúlyozva.
A következőkben a dinamikus kiegyensúlyozás fajtáiról, módszereiről lesz szó.